La graveuse laser Atomstack
S10 Pro
(maj 17 juillet 2022)
Fatigué du bruit de ma CNC qui est d'ailleurs moins
adaptée pour des découpes de très petites pièces dans du CTP (il faut
des attaches adéquates qu'il faut poncer ensuite, et des fraises de
faible diamètre plus fragiles), j'ai enfin investi sur une graveuse
laser (le fablab le plus proche aurait pu aussi être une
solution).
Beaucoup de modèles et marques sont disponibles sur le net, ce qui
a rendu le choix difficile.
Il y a deux types de machines:
- celles utilisant une ou plusieurs diodes laser (diodes de 5W de
puissance optique généralement): une puissance optique de 5 à 20W est
courante et destinée au marché amateur
- celles utilisant des tubes laser et guides à fibre optique dont la
puissance optique dépasse 20W jusqu'à à des centaines de Watts: elles
sont plutôt du domaine professionnel et permettent de découper du métal
(leur prix s'en ressent).
Mes critères de choix:
- puissance permettant la découpe en une passe de CTP3mm facile à
trouver: 10W optique me paraissait une puissance suffisante
- système de homing (retour à l'origine) pour caler précisément les
tracés ou découpes
- surface similaire à ma CNC (qui fait 400x800mm utiles) : 400x400mm
par exemple avec extension possible en X
- possibilité de travailler indépendamment du PC et de son logiciel
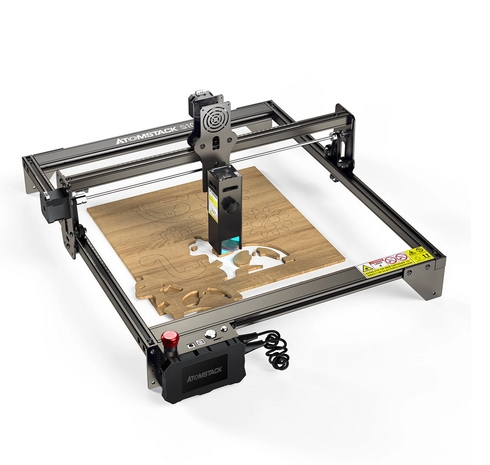
J'ai choisi le modèle Atomstack S10/pro, trouvé sur Bangwood, mais il est aussi disponible et un peu
plus cher sur Amazon (livré en 3 jours dans ce cas).
J'ai complété par des lunettes de protection (même si le point laser
est protégé par une vitre filtrante), une grille support en nid
d'abeille ainsi qu'un système de pompe à air (AirAssist) qui souffle de
l'air sur la buse du laser et améliore le rendu en gravure.
Dès réception et montage (30minutes) j'ai voulu faire un essai sur du
bois et là j'ai enfumé tout mon atelier: le laser brûle le bois !!!
Il faut donc absolument un système d'aération/extraction des fumées,
qui peuvent être toxiques.
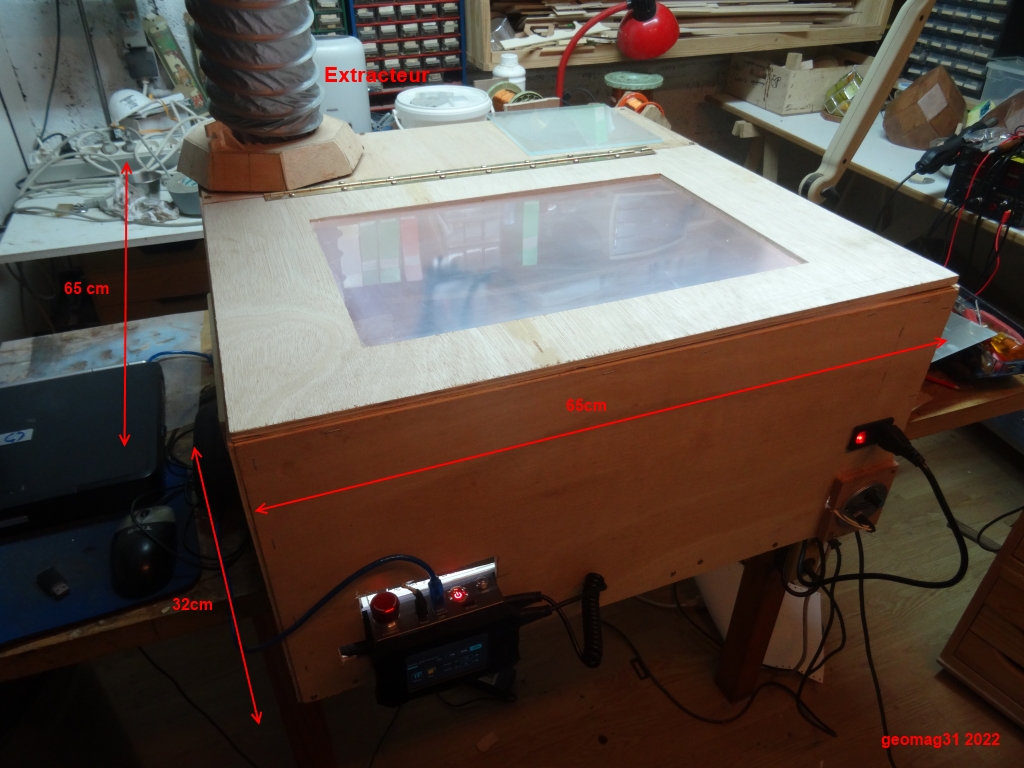
J'ai donc fabriqué une caisse en bois 65x65x30cm et fixé le graveur à
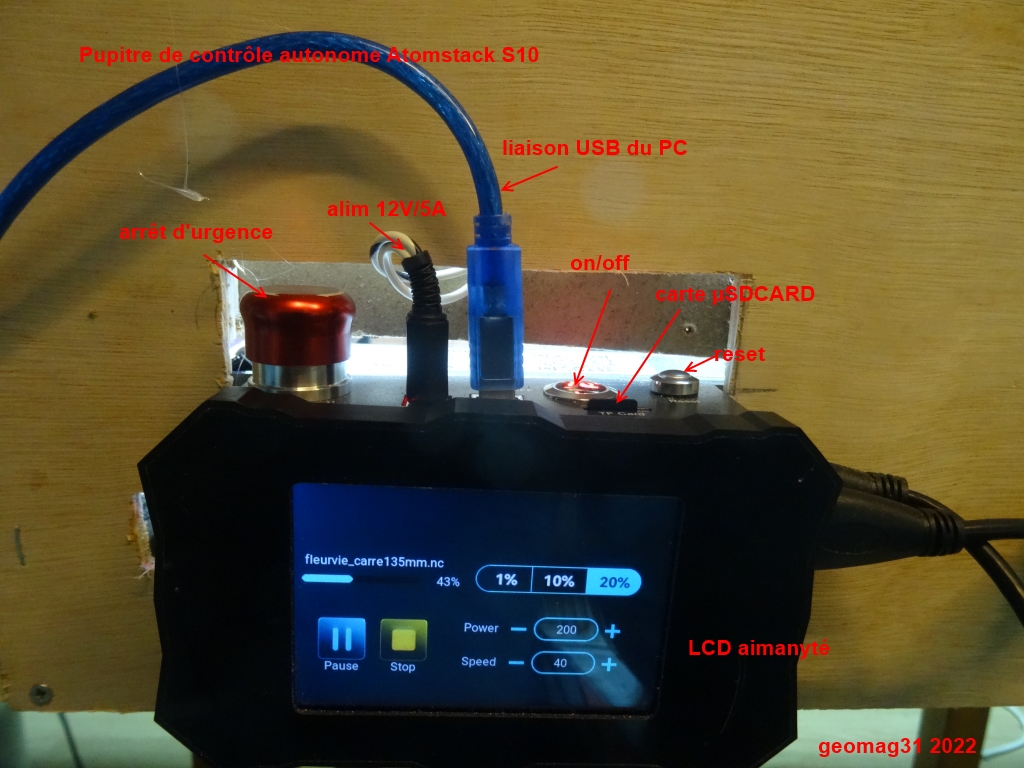
l'intérieur, en laissant dépasser à l'extérieur le panneau LCD de
contrôle autonome.
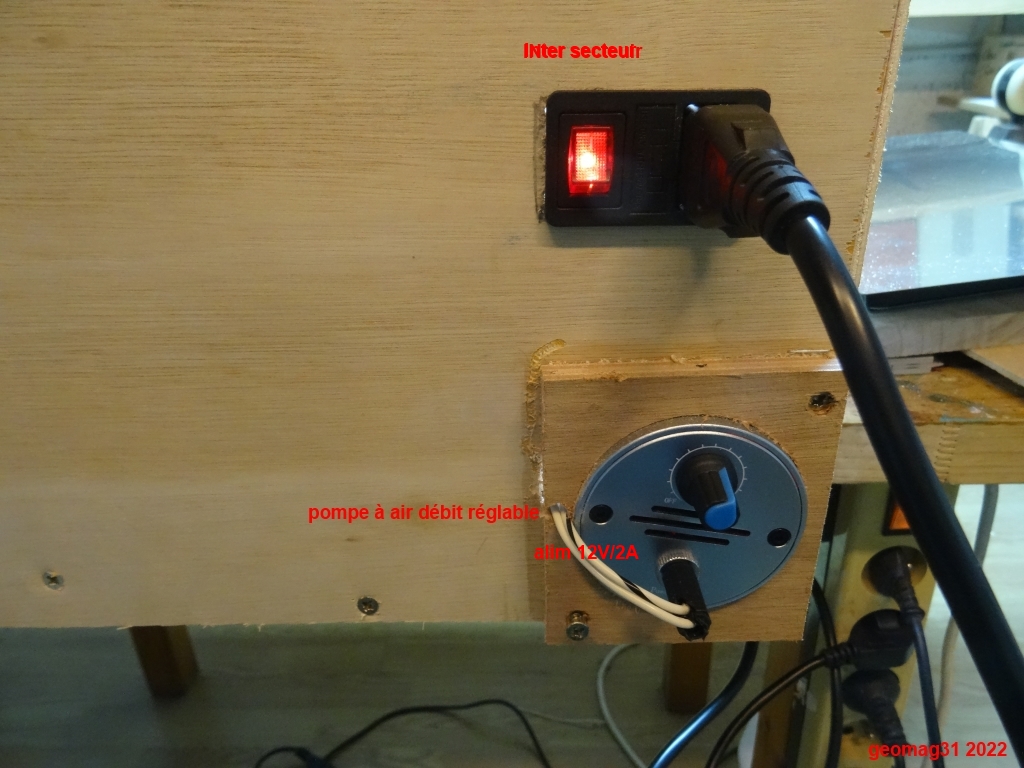
Cette boîte intègre aussi une alimentation 12V/15A remplaçant les blocs
alim livrés pour le graveur et la pompe à air. Un interrupteur secteur
global est aussi rajouté.
Un éclairage intérieur avec un bandeau de leds a aussi été rajouté.
Un trou supérieur D100mm permet de brancher l'extracteur que j'avais
déjà au plafond de mon atelier (en service quand j'utilise de la
peinture vitrail), cela extrait l'air venant de fentes d'aération sur
le coin droit.
C'est assez encombrant en pratique.
Une grille 400x410 a été gravée sur le fond pour repérer les
coordonnées des objets (une plaque inox livrée avec la machine la
masquera en pratique, mais cela permet de bien caler les objets en
horizontal/vertical).

L'aspect logiciel:
La machine est livrée avec une µSDCARD (sur un adaptateur clef USB)
contenant la doc de montage et deux logiciels:
25/6/22-
il semblerait que la machine n'accepte pas de µSDCARD de capacité
supérieure à 4Go (comme celle livrée avec un adaptateur USB), une
µSDCARD de 8Go ou 16Go (en FAT32) n'est pas vue. En trouver en 4Go est
plus difficile maintenant.
- LASERGLBL: c'est un logiciel opensource gratuit qui permet de piloter
la machine via le lien usb.
Par contre ,
contrairement à ce que dit la doc (et la pub) Atomstack, Laserglbl ne
sait pas importer les fichier DXF, mais marche très bien sur mon vieux
portable HP sous WinXP-SP3.
- LIGHTBURN: celui-ci est plus complet (mais payant pour deux machines
avec un essai gratuit de 30jours), mais ne marche hélas que sur Win7
minimum.
Il est très intéressant car il permet de dessiner avec précision (comme
une CAO), et
surtout de gérer les niveaux de puissance/vitesse des divers tracés
d'une gravure complexe. Il importe sans problème les fichiers DXF, ce
qui permet de reprendre les fichiers utilisés pour la CNC.
Un autre point très intéressant est que l'on peut graver sur un objet
déjà découpé (sur ma CNC par exemple) grâce à des points de référence,
ce
qui facilite le calage et l'orientation de l'objet à graver (fonction
Print&Cut).
A propos du calage, il est possible que je supprime la vitre de la tête
laser qui filtre
le point laser, car elle est gênante pour repérer précisément la
position du point laser(0.05mm), quand la hauteur du bloc laser est
réglé à 2mm de la surface à graver pour avoir la bonne focalisation
(une plaquette de calage de 2mm est livrée pour cela).
C'est dangereux et dans ce cas les lunettes
de protection sont obligatoires.
Les premiers essais:
Des tests sur le bois (fumées) montrent que l'on peut découper du
CTP3mm en une passe, mais avec une vitesse lente de 200mm/mn et
1OO% de puissance (10W). LightBurn a une focntion bien utile pour
tester un matériau en produisant un gcode avec diverses vitesses et
puissances.
Pour graver le verre et les matériaux transparents, il faut d'abord les
peindre avec une peinture noire (acrylique) pour intercepter le laser.
Il faut éviter de laisser des zones transparentes (diluer la peinture
permet de bien l'étaler).
Il faut ensuite enlever cette peinture sans rayer la plaque, ce qui
pose problème avec du plexiglas, mais heureusement le verre synthétique
trouvé chez le castor ets couvert d'une pellicule plastique de
protection qu'il suffit de peler après gravure, même si elle a tendance
à coller à cause de la chaleur du point laser.
Le verre à vitre ne se raye pas en utilisant une éponge à récurer.
Note: il est
impossible de couper des matériaux transparents et une deuxième passe
ne sert à rien car la première a déjà supprimé la couche de peinture,
ce qui rend le matériau à nouveau transparent. Dans le cas du
plexiglas, la deuxième passe a aussi tendance à fondre le plastique ce
qui rend la gravure peu nette.
Il faut donc régler correctement la vitesse et la puissance pour une
seule passe.
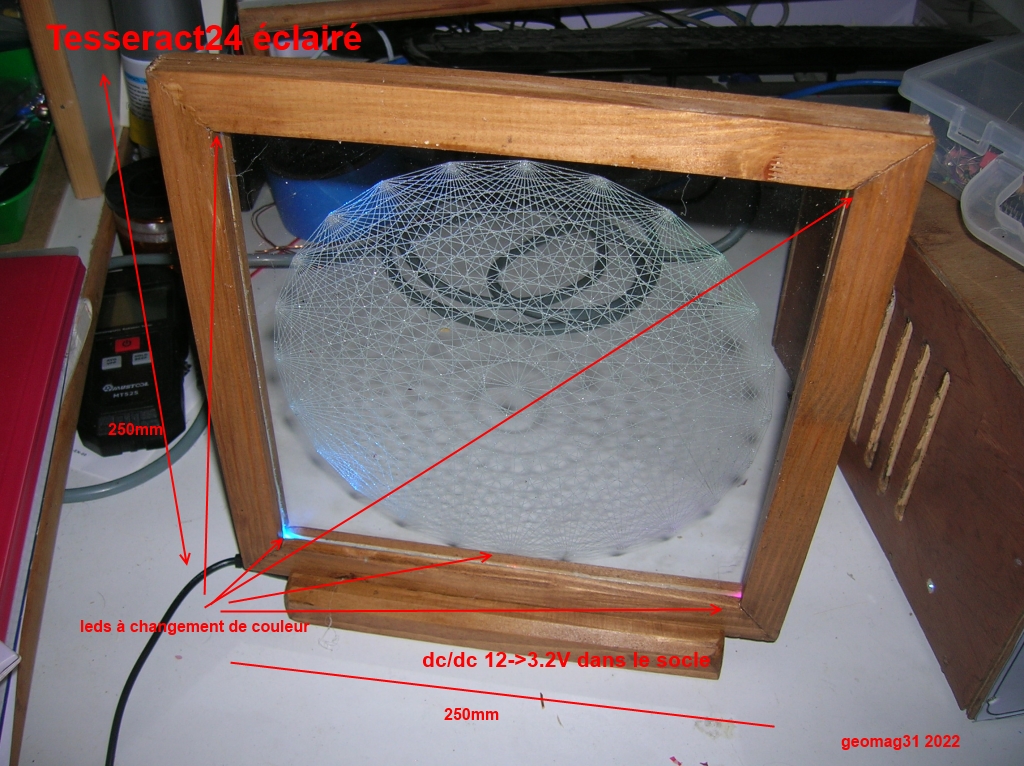
J'ai obtenu un bon résultat avec du verre à vitre de 3mm, une vitesse
de 500mm/mn et 80% de puissance. Il a fallu 1h30 pour graver le
tesseract, mais on doit pouvoir gagner un peu de temps en montant la
puissance à 100% et 1000mm/mn.

Le résultat est correct vu en éclairage rasant sur un fond coloré:

Le verre a été monté dans un cadre en bois, éclairé dans les coins sur
la tranche par des leds 3mm à changement lent de couleur.
Ces leds onté récupérées dans des lampes de jardin en panne, mais on
peut les trouver sur AliExpress ou Ebay:
Diode led RGB à flash lent.
( il faut prendre des leds rainbow avec au moins 7 couleurs: celles-ci rendent bien).
Ces diodes contiennent une led RGB et un µP qui fait changer la couleur.
Dans le socle, une cavité a été fraisée et contient un DC/DC stepdown
réglable minuscule 12v->3.2V/0.5A trouvé sur ebay.
Cela permet d'alimenter en 12V et de régler la luminosité de
l'éclairage.

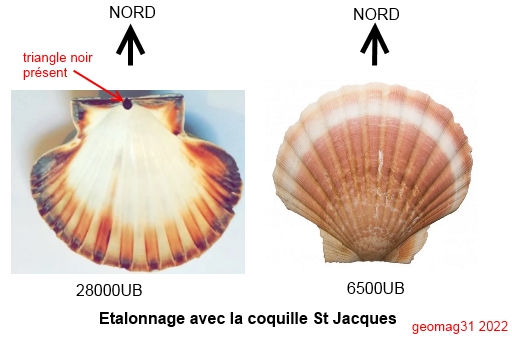
Cet objet vibre à 16000UB quand il est éteint et plus de 30000UB quand il est allumé.
(par convention je m'étalonne à 6500UB et 28000UB avec la coquille St-Jacques, avec son triangle noir, orientée N/S dessus/dessous )
Usage en gravure et peinture: (22/6/22)
J'ai voulu tester la gravure sur bois pour le peindre ensuite. Pour
cela j'ai pris comme essai le logo du TFC (trouvé sur leur site).
Comme on le trouve en format image pixels uniquement (pas en .SVG comme
l'ancien logo que l'on trouve sur wikipedia),
il a fallu le convertir en vectorisé, ce que fait très bien LightBurn
(avec quelques retouches quand même).
J'ai gravé le tout sur un disque de D140mm en MDF3mm. Cela rend bien.

A partir du même fichier LightBurn qui permet de caler la même origine
et le même "frame" il vaut mieux faire deux fichiers gcode:
- un fichier pour la gravure y compris le bord à découper, ce qui
permet de la relancer si pas assez profond
- un fichier pour la coupe finale, que l'on peut lancer en plusieurs
passes si nécessaire
Pour le premier essai, j'ai oublié de sortir le gcode pour les textes
et deux pattes du mouton (dans LightBurn on peut activer/désactiver la
sortie gcode de certains tracés), ce que j'ai corrigé en regénérant le
gcode du texte seul, et en recalant la plaque de bois (pas encore
coupée) grâce aux fonctions Center et Frame du panneau LCD de la
graveuse.
En pratique en ayant enlevé la vitre de protection (lunettes
obligatoires) on peut caler la plaque à 0.5mm près sans trop de
problème.
Par contre si on ne touche pas à la plaque entre deux fichiers issus du
même tracé LightBurn, c'est précis à 0.1mm.
Un regret sur le panneau de contrôle de l'Atomstack S10 est qu'il n'y a
pas de touche pour allumer le laser à faible puissance pour le calage
de l'origine.
Il faut un PC et le logiciel LaserGrbl ou LightBurn par exemple).
Seul le parcours "Frame" et "Center" allument le laser (il
s'éteint au bout de quelques 10 secondes).
On pourrait s'en sortir en utilisant un fichier avec un cercle de
D1cm par exemple dont on connait le centre et en tenant compte
dans le tracé LightBurn.
Noter que la fonction Homing n'est pas très précise (je ne m'en sers
pas en pratique):
- à cause de la caisse la position en bas à gauche est peu visible
- le calage en hauteur de la tête laser et son verrouillage modifient
le point visé
15/7: pas de regret en fait car
la touche servant à caler la position de l'origine allume bien le laser
pendant 10 secondes, ce qui permet de positionner l'ojet à graver
Pour la peinture j'ai utilisé des feutres Faber Castell (encre de
chine teintée) très pratiques (c'est un petit pinceau fin) et Posca
(pour le blanc) trouvés chez Cultura. On pourrait aussi utiliser de la
peinture acrylique voire de la gouache pour obtenir la bonne couleur.
Le trait noir de la gravure sépare bien les couleurs (méthode BD) si
c'est assez profond.
J'ai légèrement vernis le bois avant peinture pour qu'il n'imbibe pas
la peinture.
Il sera aussi vernis à la fin.
Noter qu'il vaut mieux poncer le bord de coupe jusqu'au au bois sain
pour éviter l'odeur de bois brûlé qui empeste la pièce.
Un cube gravé: (26/6/22)
Il est très facile sous LightBurn de modifier la taille et dupliquer un
objet. Cela m'a permis de fabriquer un cube en verre 2mm (6 faces sont
gravées à la fois en 3h).
Chaque face d'arête 70mm est gravée avec le tesseract (24 sommets). En
encadrant par un carré, cela facilite la coupe du verre.
Les bords sont biseautés à 45°, ce qui permet le collage avec de la
colle à verre transparente.
Le tout est monté sur un socle contenant 6 diodes leds à changement
lent de couleur éclairant 3 faces par la tranche.
Les bords propagent bien la lumière aux trois autres faces car la colle
est transparente.
En pratique les leds sont certainement issues d'un même lot, ce qui
fait qu'elles sont assez synchrones, il faut attendre longtemps avant
que les couleurs se mélangent.
Il y a quand même moins de couleurs que celles récupérées dans les
lampes solaires de jardin.
Cela donne un cube qui semble flotter en l'air.
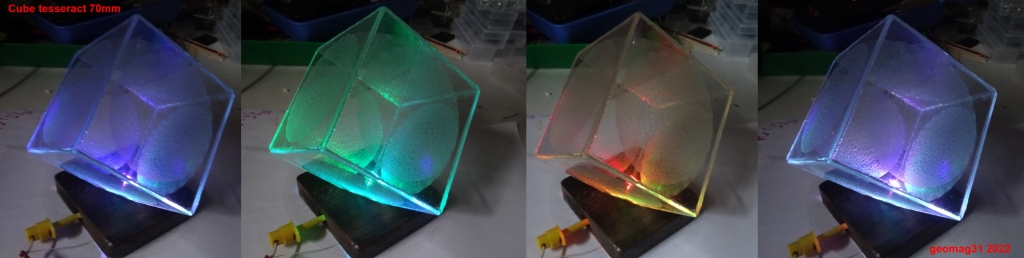
13/7/22: j'ai remplacé les leds par celles-ci qui ont plus de couleurs.
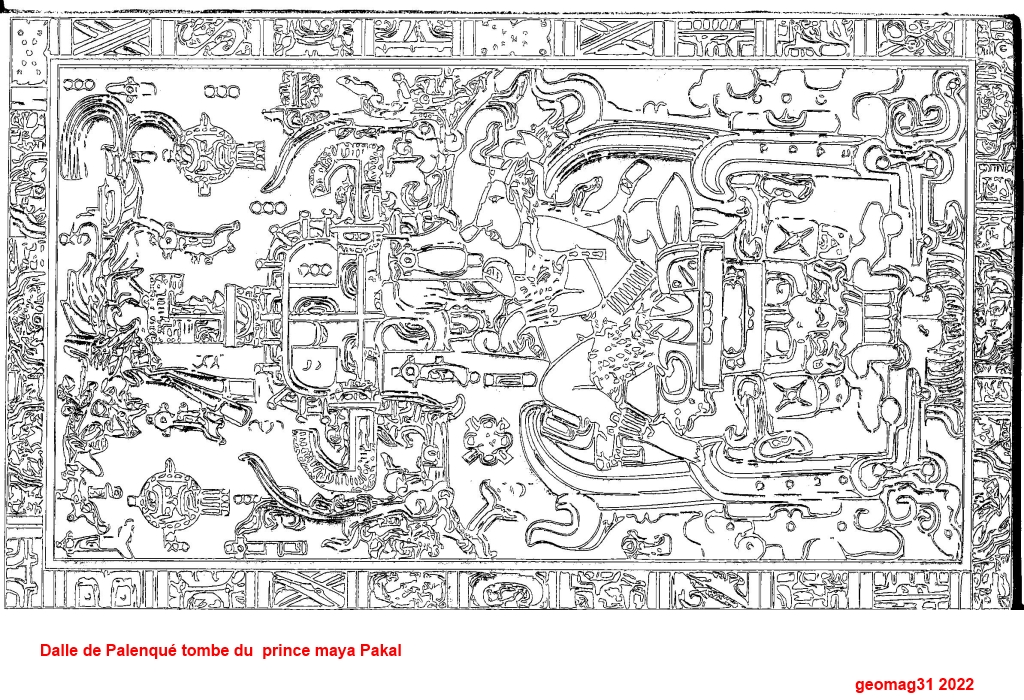
17/7/22: Essai de gravure sur MDF mélaminé
J'ai testé la gravure sur du MDF 3mm mélaminé blanc.
J'ai choisi la photo de la dalle de Palenque de la tombe du prince maya
Pakal (bien connu par les ufologues adeptes de la théorie des anciens
astronautes).
Le fichier DXF a été produit par LightBurn à partir d'une photo.
Cela ressemble à une gravure sur ivoire (la photo est un peu jaune: c'est blanc en fait).
La plaque fait 200x120mm et la gravure est faite en une passe 500mm/s et 80% soit 8W optique.

L'intérêt est que l'on peut peindre sur le blanc sans que le bois absorbe l'encre, utile pour d'autres projets.
La même directement passée sur le scanner de l'imprimante: