L'électronique de la CNC
La CNC est pilotée par un ensemble de cartes et modules permettant son contrôle depuis un PC,
ou directement par un contrôle manuel permettant par exemple de régler précisément l'origine (XYZ=000 en bout de fraise).
J'utilise la plupart du temps l'excellent logiciel RPFMS V4.11 qui demande une carte µIPL5X connectée sur le bus USB car le protocole de communication est spécifique.
A l'origine c'était le port parallèle du PC qui pilotait (avec le
logiciel CNFRAISE ou MACH3) directement les signaux DIR et STEP des 3 axes,
l'activation de la broche via un relais et récupérait les signaux
indiquant les limites atteintes sur ces trois axes.
La connexion se faisait par un câble parallèle (rallonge) 25 points
Mâle-Femelle fil à fil destiné à l'origine à la connexion d'imprimante
(on en trouve toujours pour pas cher).
Cette possibilité a été maintenue car l'interface d'entrée de la CNC
est un connecteur 25points mâle, ce qui permet d'insérer la carte
µIPL5X quand on utilise RPFMS.
La maintien de l'interface parallèle coté CNC, permet de plus d'utiliser le logiciel "pro" MACH3, utile pour les usinage 3D.

Le pupitre manuel est très utile en pratique, car il permet de
positionner précisément la fraise sans la quitter des yeux, alors
que le contrôle manuel depuis le logiciel (JOG) oblige à détourner le
regard.
Le contrôle des moteurs de chaque axe se fait ne utilisant un driver de
puissance dédié pour chaque moteur (2 motuers sur l'axe X, un pour Y et
Z) soit 4 drivers au total.

Ce type de driver utilise le nouveau composant TB6600 qui a l'avantage
d'être protégé contre les court-circuits, on le trouve sur ebay et
ailleurs pour 10 à 15E environ.
Les fils des moteurs et signaux sont sur des connecteurs
débrochables et fixés sans vis donc sans soudure, le module est facile
à remplacer.
Des micro-interrupteurs permettent de régler le nombre de micropas et le courant maximal du moteur.
Les signaux de contrôle et la partie puissance sont isolés en interne
par des optocoupleurs, ce qui évite des retour de parasites vers le PC
et simplifie la carte de contrôle.
On peut régler le nombre de micropas utilisés pour augmenter la
résolution de la cnc (0.05mm sont suffisants), sans toutefois dépasser
1/8 micropas ce qui pourrait demander une vitesse plus grande des
signaux de contrôle, qui peut être limitée en cas de pilotage direct
via le port parallèle, ce qui limiterait le vitesse d'avance de la
fraise (mais en pratique j'utilise rarement plus de 15mm/seconde dans
le bois dur ou l'alu).

Trois signaux de contrôle sont utilisés sur le module driver de puissance de chaque axe:
- un signal ENABLE qui active le circuit TB6600 et permet notamment le
maintien du couple moteur (utile pour l'axe Z): ce signal est toujours
actif en pratique en connectant l'entrée ENA- à la masse et l'entrée ENA+ comme les autres au +5V.
- un signal DIR indiquant le sens de rotation du moteur (on peut
configurer le sens au niveau logiciel ou en inversant la paire de fils
d'une phase)
- un signal STEP dont chaque flanc montant fait avancer le moteur d'un
micropas (noter que l apolarité du signal de contrôle peut être
paramétrée dans RPFMS ou MACH3).
Chacun de ces signaux est activé en tirant vers la masse la diode
d'entrée de l'optocoupleur (en mode anode commune, mais le mode cathode
commune pourrait aussi être utilisé).
Ceci permet l'usage du composant courant ULN2003 dans la carte de contrôle.
Comme l'axe X a deux moteurs (2 vis à billes), les signaux de contrôle
de ces drivers sont simplement connectés en parallèle, ce qui demande
de pouvoir tirer 2x15mA environ vers la masse pour chaque signal.
Le PC ou la carte µIPL5X (celle-ci pourrait le faire
en utilisant les sortis prévues du ULN2003 qu'elle contient, mais il
manque le relais de mise en route de la broche alimentée en 220V dans
mon cas) ne peut directement piloter les drivers par manque de courant.
C'est pourquoi une carte de couplage intermédiaire est nécessaire, ce
qui permet aussi de connecter la petite carte déportée pour le contrôle
manuel.
 en pdf
en pdf
La carte comprend un connecteur SUB25-mâle coudé ce qui permet de
brancher le câble de liaison parallèle, ou directement la carte µIPL5X
si usage du bus USB/RPFMS.
Son circuit imprimé vu coté composants (le plan de masse est en pointillé):
 en pdf
en pdf
Le fonctionnement de la carte couplage:
- les drivers de moteur sont commandés par le circuit IC3 ULN2003
(contient 7 transistors darlington inverseurs) qui reçoit ses entrées
soit du PC via le transceiver de bus IC2, soit depuis les signaux émis
par la carte pupitre manuel via IC1 quand on est en mode Manuel (signal
MODEMANUEL=+5v). IC1 est dans le sens inverse de IC2 pour simplifier le routage de la carte.
- quand la carte pupitre est absente, le signal MODEMANUEL reste à 0V.
- le signal IO1 (pin 1) à +5V venant du PC commande la mise en
route de la broche en utilisant le 7ème darlington libre de IC3, qui
commande directement le relais de broche. LA diode de protection est
déjà incluse dans IC3, alors qu'elle est nécessaire (D1) pour le relais
AUX utilisant un transistor externe.
- le signal AUX venant du PC (pin 8) ou du pupitre manuel est pilotable
par RPFMS et peut être utilisé pour activer autre chose via le relais
rajouté (aspiration par exemple). Il suffit de ne pas monter le relais
et T2 si inutilisé.
- les signaux de detection des limites des axes sont directement envoyés au PC et à la carte pupitre manuel
- une entrée 5V (0.5A est suffisant) alimente l'ensemble carte couplage
et carte pupitre manuel. Cette alim doit être isolée complètement de
l'alimentation de puissance des moteurs.
 en PDF
en PDF
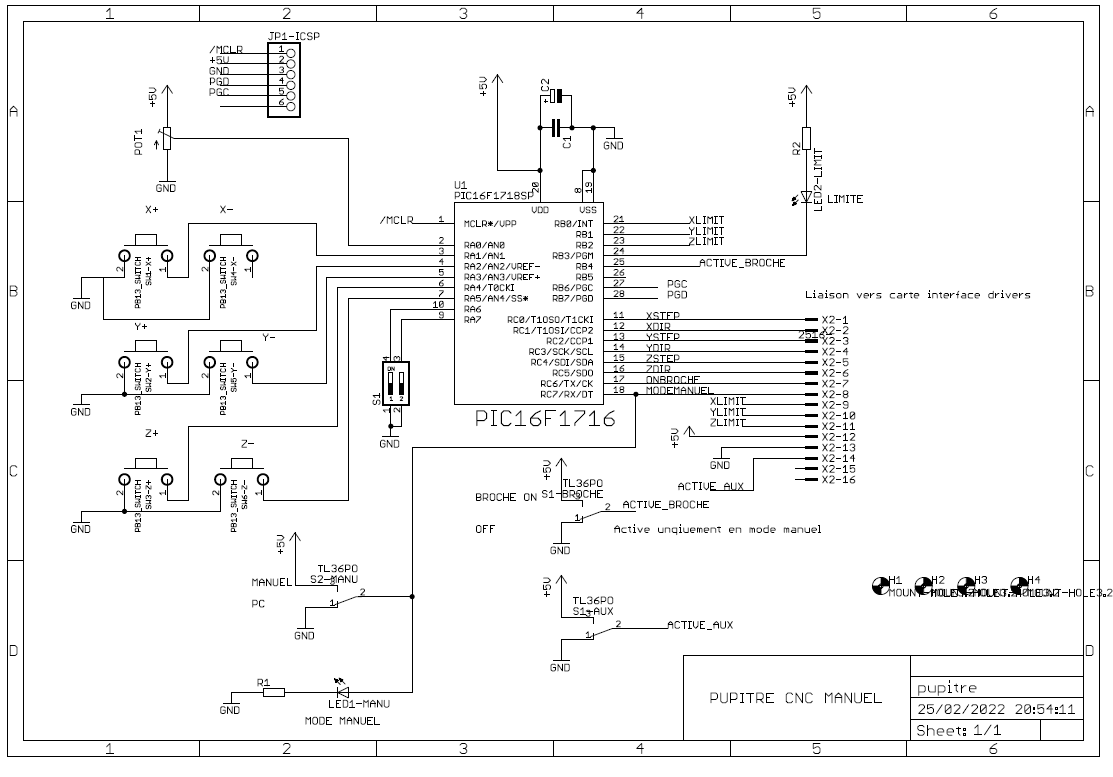
La carte pupitre manuel est une carte déportée à l'avant de la cnc, et
permet d'agir sur la position de la fraise, activer la broche et
l'aspirateur. Elle indique aussi que les limites sont atteintes. Son
alimentation +5V vient de la carte couplage principale.
Les poussoirs et switches sont gérés par un microcontrôleur PIC16F1716,
qui allume aussi une Led si une des limites est atteinte.
Des interrupteurs permettent d'activer le mode manuel, d'activer la
broche (uniquement en mode manuel) et le relais AUX (aspirateur).
Les switches, leds et poussoirs sont montés coté cuivre de la carte. Un
potentiomètre permet de régler la vitesse de déplacement.
Les 4 modes (deux microinterrupteurs) permettent d'ajuster la gamme de
vitesse au nombre de pas des moteurs, un mode de réglage permet aussi
d'ajuster le réglage de vitesse, qui sera sauvé comme paramètre dans la
flash interne du microcontrôleur.
 en pdf
en pdf